Hvorfor motorproducenter skifter til færdige kerner, der er klar til at installere?
Beyond Individual Laminations: Casen til færdige kernesamlinger
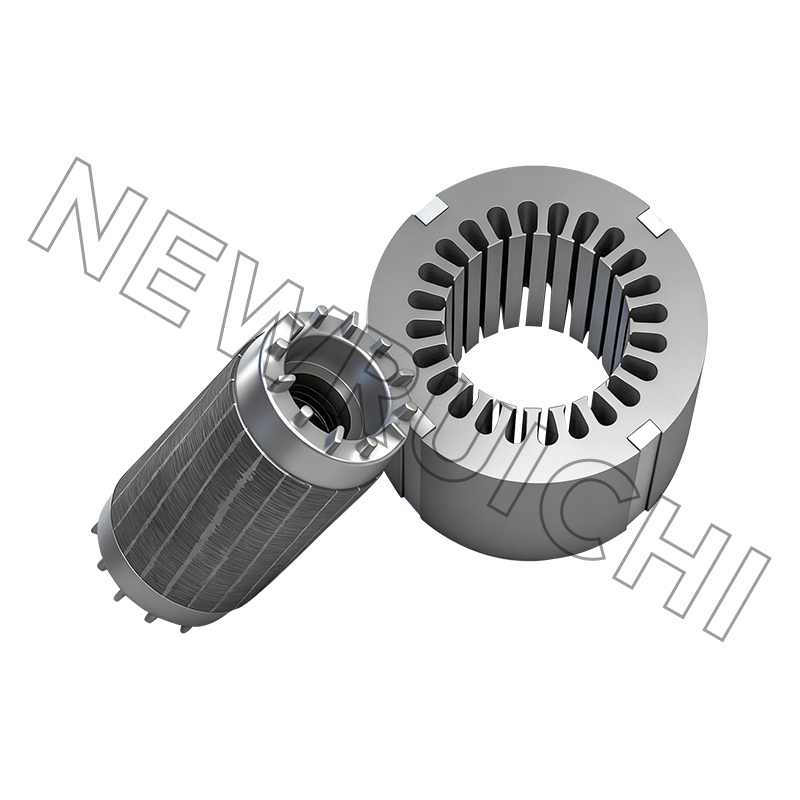
I årtier købte motorproducenter individuelle lamineringer og styrede alle nedstrøms stabling, justering og fastgørelsesoperationer internt. Selvom denne tilgang tilbød maksimal fleksibilitet, introducerede den også betydelig kompleksitet: koordinering af flere delprocesser, vedligeholdelse af værktøj til hvert montagetrin, træning af operatører på tværs af forskellige teknikker og styring af kvalitet ved hvert trin, før en enkelt brugbar kerne dukkede op. Efterhånden som produktudviklingscyklusser komprimeres, og forsyningskæder kræver større specialisering, har en mere effektiv model taget fat - en model bygget op omkring færdige kerner, der er klar til at installere, og færdige motorkernesamlinger, der ankommer til produktionslinjen, færdigbehandlet og umiddelbart brugbar.
Dette skift er ikke blot et spørgsmål om bekvemmelighed. Det repræsenterer en fundamental ændring i, hvordan motorproducenter allokerer tekniske ressourcer, styrer risici og fremskynder time-to-market. Når kernen - det mest magnetisk og mekanisk kritiske element i enhver elektrisk motor eller generator - leveres som en stabil, optimeret struktur i stedet for en bunke løse lamineringer, bliver hvert efterfølgende trin i motorsamlingen hurtigere, mere gentagelig og nemmere at kvalitetskontrollere. At forstå, hvad der skal bruges til at producere disse samlinger, og hvordan man vælger den rigtige partner til dem, er nu en strategisk prioritet for ingeniør- og indkøbsteams på tværs af motorindustrien.
Hvad færdige kerner, der er klar til at installere, faktisk omfatter
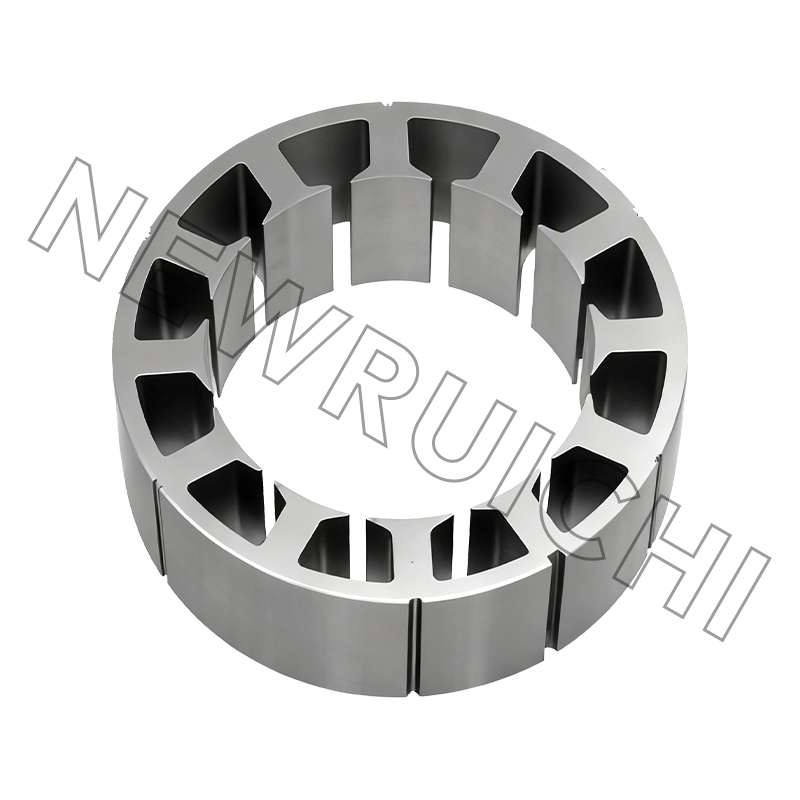
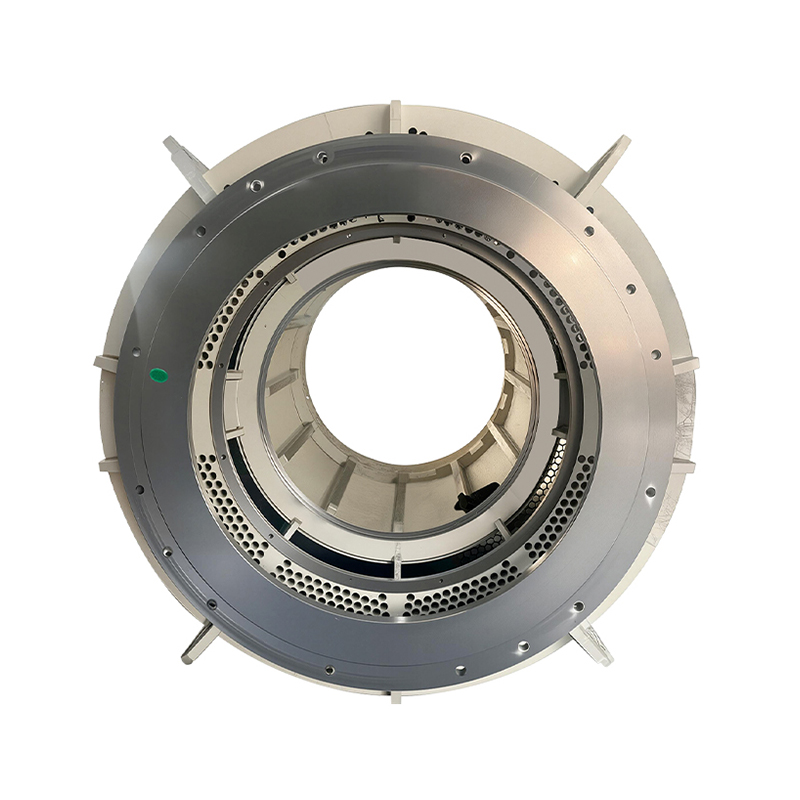
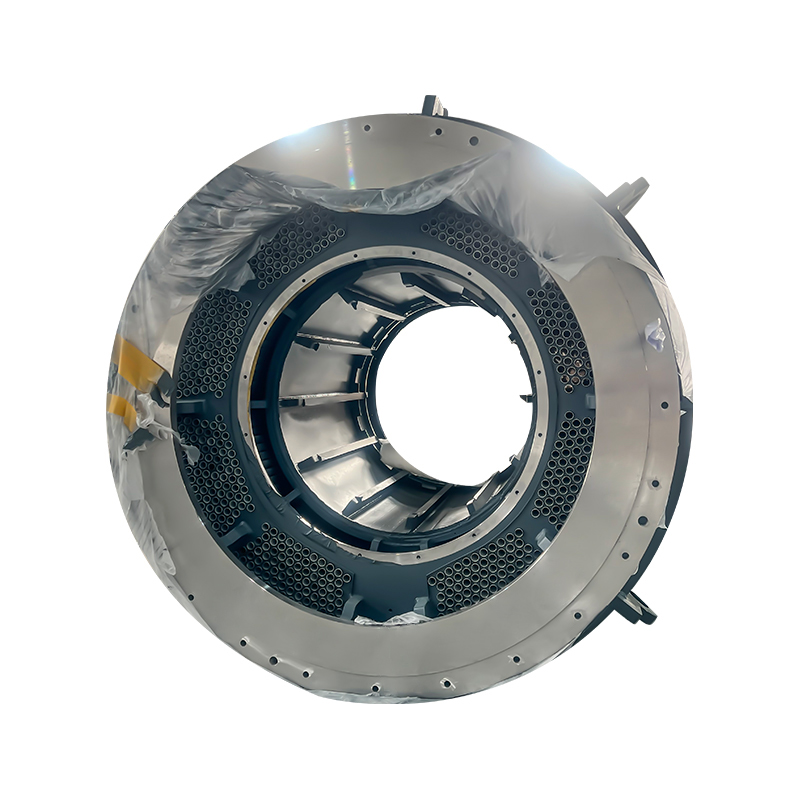
Udtrykket færdige kerner klar til installation omfatter en bred vifte af leverancer, alle forenet af princippet om, at kernen ankommer til kundens anlæg i en tilstand, der ikke kræver yderligere strukturel bearbejdning, før montagen begynder. På basisniveau betyder det en præcis stablet og fastgjort lamineringspakke - men i praksis varierer omfanget af, hvad "færdig" omfatter betydeligt afhængigt af motortype, applikation og kundekrav.
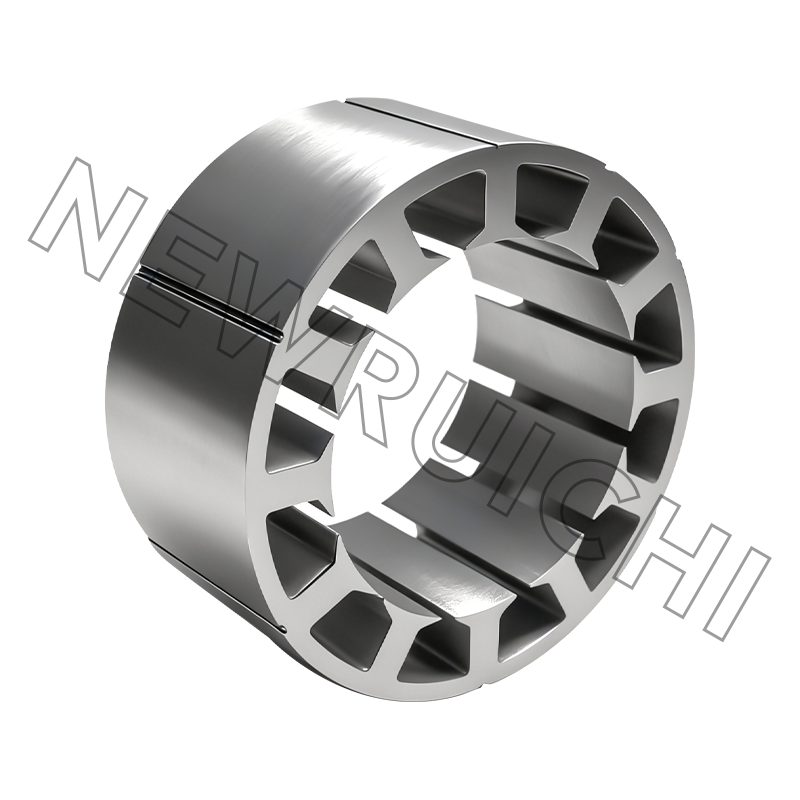
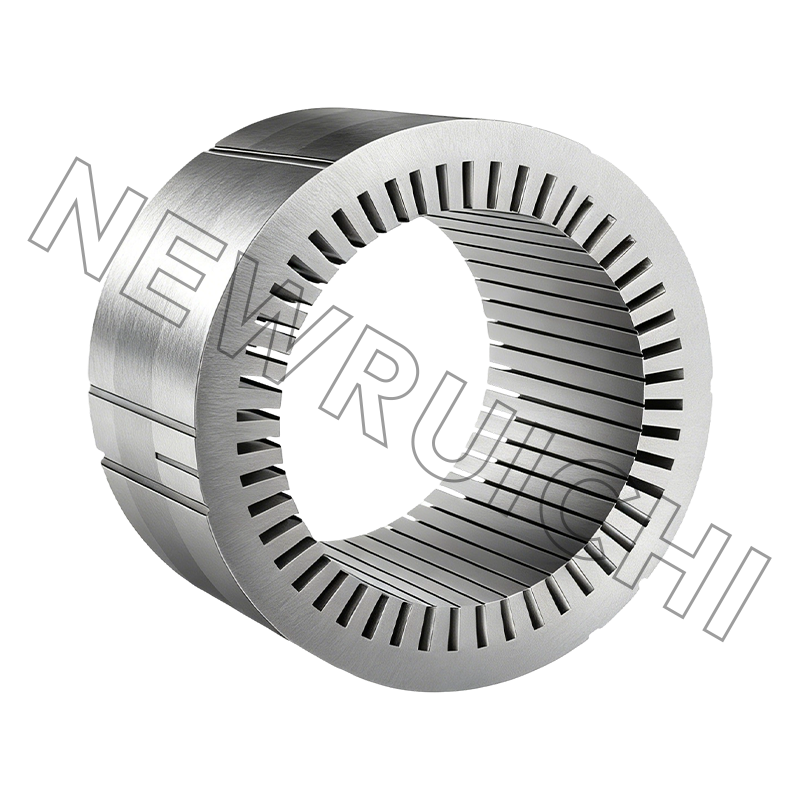
En fuldt realiseret færdig kerne integrerer typisk flere procestrin, som ellers ville tilfalde motorproducenten. Stabling justerer individuelle lamineringer i præcise rotations- og aksiale orienteringer for at opnå målets stakhøjde og magnetiske symmetri. Nitning låser mekanisk lamineringsstakken sammen med høj klemkraft, hvilket sikrer dimensionsstabilitet under vibration og termisk cykling af motordrift. Svejsning, påført langs den ydre omkreds eller ved udpegede svejsepunkter, tilføjer yderligere strukturel integritet til højspændingsapplikationer. Limning - ved hjælp af specialiserede klæbemidler mellem lamineringslag - specificeres i stigende grad til støjfølsomme applikationer, da det eliminerer mikrovibrationen mellem laminater, der bidrager til hørbar motorstøj og jerntab. Kombinationen af disse teknikker, udvalgt og sekventeret i henhold til de specifikke designkrav, er det, der forvandler en løs stak af elektrisk stål til en stabil, optimeret magnetisk kernestruktur.
Kernesamlingsprocesser: Stabling, nitning, svejsning og limning
Hver af de fire primære montageprocesser bidrager med et særskilt og ikke-udskifteligt sæt egenskaber til den færdige kerne. At vælge den rigtige kombination - eller at forstå, hvorfor en leverandør har specificeret en bestemt tilgang - kræver klarhed over, hvad hver proces opnår, og hvilke afvejninger den introducerer.
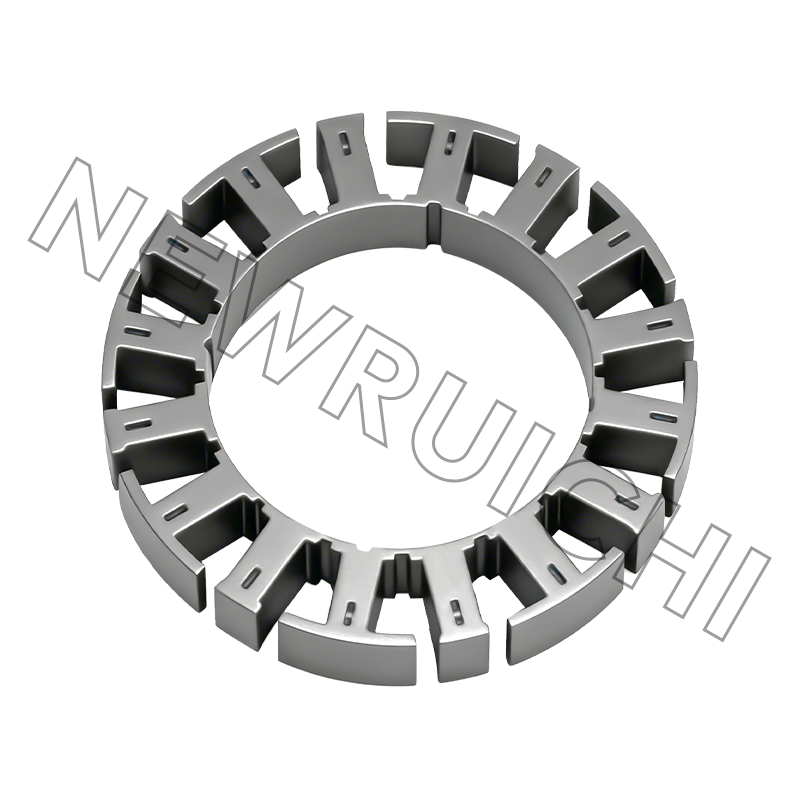
Stabling og orienteringskontrol
Præcisionsstabling er grundlaget for enhver kernesamlingsproces. Lamineringer skal justeres inden for snævre vinkel- og aksiale tolerancer for at sikre, at slidsgeometrier, tandprofiler og ågdimensioner er ensartede i hele stakkens højde. Selv mindre forskydninger akkumuleres på tværs af hundredvis af lamineringer, hvilket producerer trinformede overflader, der komplicerer viklingsindsættelse og forringer magnetisk flux-ensartethed. Automatiserede stablingssystemer med vision-guidet justering og in-proces højdemåling bruges i højvolumen produktion af færdige motorkernesamlinger for at opretholde tolerancer, som manuel stabling ikke kan opnå pålideligt.
Medrivende for mekanisk integritet
Nitning passerer stål- eller aluminiumsnitter gennem forudstansede huller i lamineringsstakken og deformerer nitteenderne under kontrolleret kraft, hvilket skaber en fastspændt samling, der modstår aksial adskillelse og relativ lamineringsbevægelse. Denne proces er hurtig, omkostningseffektiv og bredt anvendelig på tværs af stator- og rotorkernegeometrier. Nittemønsteret, materialet og spændekraften er konstrueret til at opretholde stablens integritet uden at skabe kortslutningsveje mellem lamineringer - en vigtig overvejelse af elektromagnetisk ydeevne, der skal afbalanceres mod mekaniske krav i ethvert design.
Svejsning til højspændingsapplikationer
Lasersvejsning og TIG-svejsning langs den ydre diameter af statorkerner eller langs aksiale svejselinjer på rotorkerner giver højere samlingsstyrke end nitning alene, hvilket gør svejsede samlinger til det foretrukne valg til højhastighedsmotorer, trækkraftapplikationer og miljøer udsat for kraftige vibrationer. Svejsegennemtrængningsdybde, vulstgeometri og varmetilførsel er stramt kontrolleret for at minimere termisk forvrængning og forhindre dannelsen af inter-laminære ledende broer, der ville øge hvirvelstrømtab.
Bonding for støj og effektivitetsoptimering
Klæbende binding mellem lamineringer - ved hjælp af termisk hærdede eller UV-hærdede strukturelle klæbemidler - eliminerer de mekaniske kontaktgrænseflader, der er den primære kilde til vibrationsinduceret støj i konventionelle nitte eller svejsede kerner. Bondede kerner fordeler også klemspændingen ensartet over lamineringsoverfladen i stedet for at koncentrere den ved nitte- eller svejsepunkter, hvilket reducerer lokaliserede spændingsinducerede stigninger i magnetisk koercitivitet. For førsteklasses EV-traktionsmotorer, HVAC-kompressormotorer og præcisionsservodrev leverer bundne klar-til-installation færdige kerner målbare forbedringer i både akustisk ydeevne og overordnet motoreffektivitet.
Valgfrie tilføjelser: Skaftsamling og isoleringsbehandling
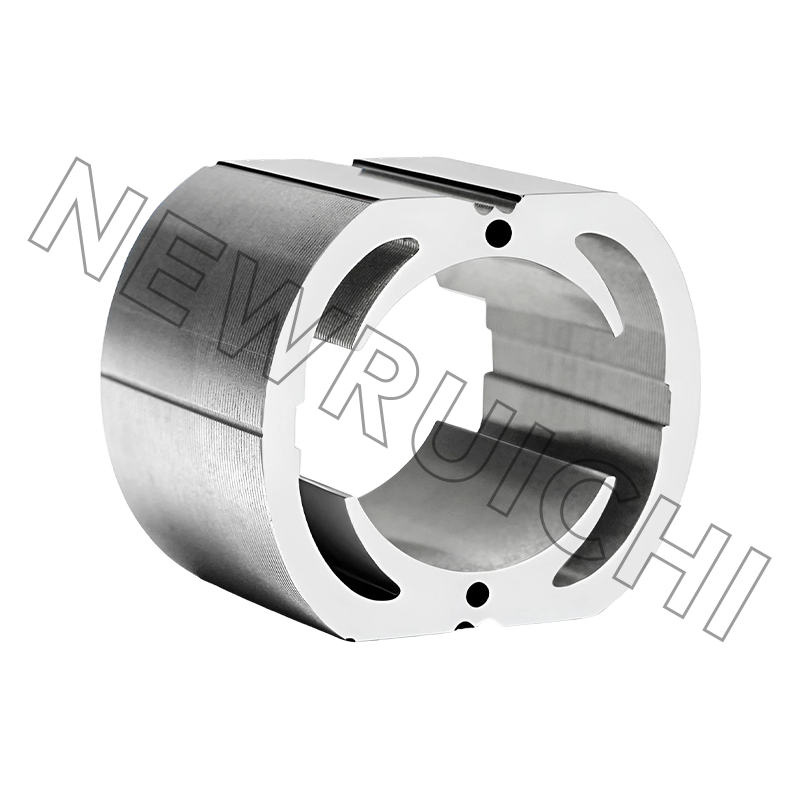
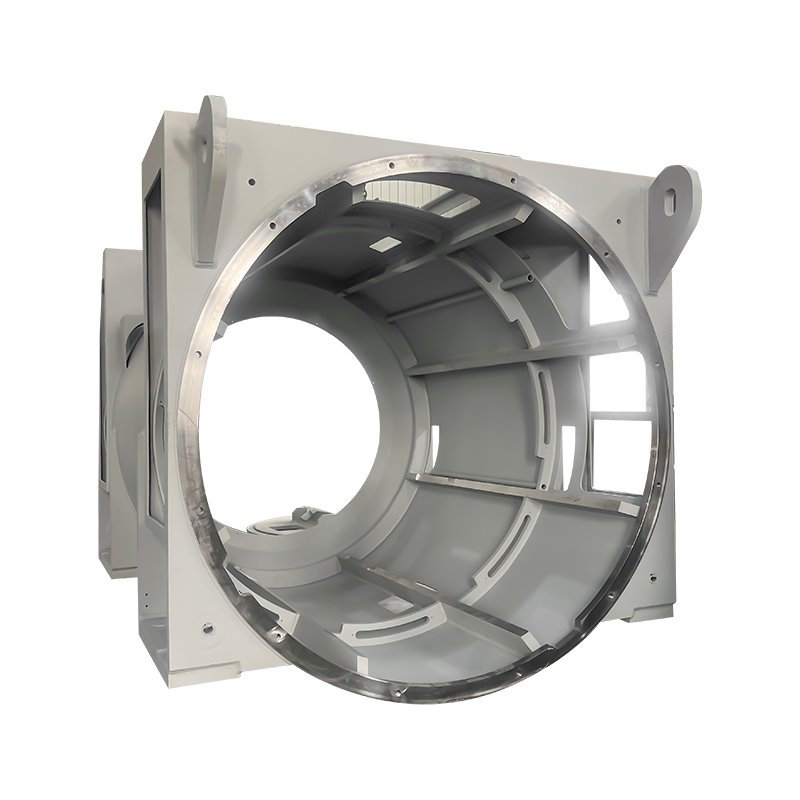
Ud over de centrale fastgørelsesprocesser, leverandører af Færdige motorkernesamlinger tilbyder i stigende grad integrerede tillægstjenester, der yderligere komprimerer kundens interne montagearbejde. To af de mest virkningsfulde muligheder er akselsamling og isoleringsbehandling - som begge, når de udføres på kerneleverandørniveau, eliminerer hele procestrin fra motorproducentens produktionslinje.
- Akselsamling: Presning eller krympemontering af rotorkernen på motorakslen kræver præcis interferenspasningskontrol, specialiseret presseudstyr og omhyggelig termisk styring for at undgå lamineringsskader. Når kerneleverandøren udfører denne operation, modtager kunden en afbalanceret rotordel, der er klar til lejeinstallation - hvilket fjerner en teknisk krævende proces fra et samlebånd, der muligvis mangler det specialiserede værktøj til at udføre det pålideligt i skala.
- Isoleringsbehandling: Slidsisolering - uanset om det anvendes som præformet isoleringspapir, pulverlakering eller flydende epoxyimprægnering - beskytter viklingsledere mod elektrisk kontakt med kernestålet og giver den dielektriske barriere, der kræves for langsigtet motorpålidelighed. Modtagelseskerner med spalteisolering allerede påført gør det muligt for viklingsoperatører at begynde spoleindsættelse med det samme, uden et mellemliggende isoleringsforberedelsestrin, som ellers ville kræve separat udstyr og kvalitetskontrol.
- Overfladebehandling og belægning: Anti-korrosionsbelægninger, maling eller anodisering kan påføres kernesamlingen før levering, hvilket eliminerer håndtering og maskeringsoperationer på motorsamlingsanlægget og sikrer en ensartet kosmetisk og beskyttende finish på hver enhed.
- Dimensionel og magnetisk verifikation: Inspektionsrapporter før forsendelse - inklusive stakhøjde, boringsdiameter, koncentricitet og målte kernetabsdata - giver motorproducenter den indgående kvalitetsdokumentation, der er nødvendig for at acceptere samlinger direkte i produktion uden overflødige indgående inspektionstrin.
Hvordan færdige kernesamlinger forkorter tidslinjer for produktlancering
Et af de mest overbevisende argumenter for at købe færdige kerner, der er klar til installation, og færdige motorkernesamlinger, er den direkte indvirkning på udviklingen af nye produkter. Når motorproducenter er ansvarlige for alle kernebehandlingstrin internt, kræver hvert nyt produktdesign kvalificering af stablingsarmaturer, nitteværktøj, svejseparametre og isoleringspåføringsprocesser - en valideringsbyrde, der kan føje uger eller måneder til udviklingsplanen, før en enkelt prototype til produktionen samles.
Outsourcing af denne kompleksitet til en erfaren kernemonteringsleverandør overfører disse kvalifikationsbyrder til en facilitet med etablerede processer, valideret udstyr og dedikerede ingeniørteams. Motorproducenten modtager færdige samlinger, der allerede har bestået dimensionel og magnetisk karakterisering, hvilket muliggør øjeblikkelig progression til vikling, imprægnering og test på systemniveau. Iterative designændringer - justeringer af spaltegeometri, variationer i stakhøjde eller opgraderinger af materialekvalitet - kan imødekommes hurtigt uden at kræve, at motorproducenten kvalificerer internt værktøj. Denne smidighed er især værdifuld på konkurrenceprægede markeder, hvor evnen til at bringe et nyt motordesign fra prototype til produktion på den kortest mulige tidslinje er en direkte kommerciel fordel.
Sammenligning af forsyningsmodeller: Løse lamineringer vs. færdige samlinger
Beslutningen mellem indkøb af løse lamineringer og indkøb af færdige motorkernesamlinger er i sidste ende en strategisk beslutning, der balancerer intern kapacitet, produktionsvolumen, kvalitetskontrolkrav og forsyningskæderisiko. Følgende tabel opsummerer de vigtigste forskelle mellem de to leveringsmodeller på tværs af de dimensioner, der er mest relevante for motorproducenter:
| Dimension | Løse lamineringer | Færdige motorkernesamlinger |
| Indvendigt værktøj påkrævet | Høj — stabling, nitning, svejsearmaturer er alt nødvendigt | Lav — værktøj administreret af leverandør |
| Samlebåndets kompleksitet | Høj — flere procestrin påkrævet før vikling | Lav — kerne leveret klar til øjeblikkelig brug |
| Kvalitetskontrolpunkter | Mange — hvert internt procestrin skal verificeres | Færre — leverandørverificeret før afsendelse |
| Nyt produktlanceringshastighed | Langsommere — intern proceskvalifikation påkrævet | Hurtigere — leverandør håndterer kvalifikation |
| Egnet til lav til mellem volumen | Mindre effektiv — høje faste omkostninger pr. enhed | Velegnet - ingen fast værktøjsinvestering påkrævet |
| Designfleksibilitet | Høj — fuld intern kontrol over procesparametre | Høj — ændringer implementeret i samarbejde med leverandøren |
Valg af den rigtige færdige kernesamlingspartner
Kvaliteten af en færdig motorkernesamling er uadskillelig fra evnerne og procesdisciplinen hos den leverandør, der producerer den. Evaluering af en potentiel partner kræver at se ud over pris og leveringstid for at vurdere dybden af deres tekniske formåen på tværs af hele montageproceskæden. Nøglekriterier omfatter rækken af tilgængelige fastgørelsesteknologier - en leverandør, der kun tilbyder nitning, kan ikke tjene applikationer, hvor limning eller svejsning er teknisk påkrævet - såvel som præcisionen og repeterbarheden af deres stablings- og justeringssystemer, deres tilgang til kvalitetsovervågning i processen og deres evne til at levere dokumenterede dimensionelle og magnetiske ydeevnedata med hver forsendelse.
Lige så vigtig er leverandørens tekniske supportkapacitet. De bedste leverandører af færdige kerner, der er klar til at installere, fungerer som samarbejdspartnere, der giver input til lamineringsgeometri, optimering af stakhøjde, procesvalg og valg af materialekvalitet under motorudviklingsfasen - ikke kun udfører en fast tegning, efter at designet er frosset. Denne tidlige involvering muliggør design, der er optimeret til både motorydelse og produktionseffektivitet, hvilket reducerer omkostningerne og tiden forbundet med designgentagelser, som kunne have været forudset med tidligere leverandørengagement. For motorproducenter, der er forpligtet til at forkorte produktlanceringstiderne og forbedre konsistensen af deres færdige samlinger, er valget af en leverandør med denne dybde af kapacitet en af de beslutninger, der har størst indflydelse i indkøbsprocessen.

Din e-mailadresse vil ikke blive offentliggjort. Påkrævede felter er markeret med *





![]() Email: [email protected]
Email: [email protected]
[email protected]
[email protected]
![]() Telefon/telefon:
+86-18861576796 +86-18261588866
Telefon/telefon:
+86-18861576796 +86-18261588866
+86-15061854509 +86-15305731515
Copyright © Wuxi New Ruichi Technology Co., Ltd. / Wuxi Cailiang Machinery Co., Ltd. All rights reserved.
Stator- og rotorkernefabrikanter
