Servomotorstatorkerne og rotorlamineringer
Hvorfor motorstatorkernen definerer servosystemets ydeevne
I ethvert præcisionsbevægelsessystem fungerer servomotoren som aktiveringsleddet - og oversætter elektrisk input til kontrolleret mekanisk output med respons på millisekundniveau. I centrum af denne konverteringsproces er motorens statorkerne: den faste magnetiske struktur, der genererer det roterende elektromagnetiske felt, der driver rotoren. Dets geometri, materialeegenskaber og fremstillingspræcision bestemmer tilsammen, hvor effektivt og præcist denne energiomdannelse finder sted.
En veldesignet statorkerne gør mere end at lede magnetisk flux. Det former den rumlige fordeling af denne flux over luftgabet, hvilket direkte påvirker momentlinearitet, back-EMF-bølgeformkvalitet og motorens evne til at opretholde præcis positionskontrol på tværs af varierende belastningsforhold. I robotarme, CNC-bearbejdningscentre og højcyklusautomatiserede samlebånd - miljøer, hvor positionsnøjagtighed måles i mikrometer og cyklustider i millisekunder - er statorkernen ikke en varekomponent. Det er et præstationselement med præcision.
Producenter, der behandler statorkernevalg og -specifikation som en ingeniørbeslutning snarere end en indkøbsbeslutning, opnår konsekvent bedre resultater på systemniveau: lavere drejningsmoment, reduceret termisk opbygning og længere driftsintervaller mellem vedligeholdelsescyklusser.
Materialevalg: Grundlaget for magnetisk ydeevne med lavt tab
Lamineringsmaterialets magnetiske og elektriske egenskaber sætter et absolut loft over motorens effektivitet og dynamiske respons. Til servomotorstator- og rotorlamineringer er siliciumstål med høj permeabilitet - typisk ikke-orienteret elektrisk stål med siliciumindhold i området fra 2 % til 3,5 % - det foretrukne materiale til præcisionsservoapplikationer.
Siliciumlegering undertrykker hvirvelstrømstab ved at øge den elektriske resistivitet, mens højpermeabilitetskvaliteter sikrer, at det magnetiske kredsløb mættes ved højere fluxtætheder, hvilket tillader mere drejningsmoment pr. enhed af kernevolumen. De vigtigste præstationsparametre, der skal specificeres ved indkøb af lamineringsmateriale omfatter:
- Kernetab (W/kg) — målt ved specifik fluxtæthed og frekvens (f.eks. 1,0 T ved 50 Hz eller 400 Hz til højhastighedsapplikationer); lavere kernetab reducerer termisk generering og forbedrer effektiviteten ved driftshastighed
- Relativ permeabilitet (μr) — højere permeabilitet reducerer den magnetomotoriske kraft, der kræves for at opnå en given fluxtæthed, hvilket muliggør mere responsivt drejningsmoment
- Lamineringstykkelse — tyndere lamineringer (0,20 mm, 0,27 mm, 0,35 mm) reducerer hvirvelstrømstab ved højere elektriske frekvenser; den passende tykkelse afhænger af motorens nominelle hastighed og kontrolbåndbredde
- Isoleringsbelægning — interlaminar isolering (typisk C-5- eller C-6-belægning) forhindrer hvirvelstrømme i at danne bro mellem stablede lamineringer, hvilket bibeholder de tilsigtede tabsegenskaber for den samlede kerne
For ultra-højhastigheds servomotorer, der arbejder over 10.000 RPM, kan amorfe metallegeringer eller kobolt-jern kvaliteter specificeres i stedet for konventionelt siliciumstål, hvilket giver væsentligt lavere kernetab ved høje frekvenser til en tilsvarende omkostningspræmie.
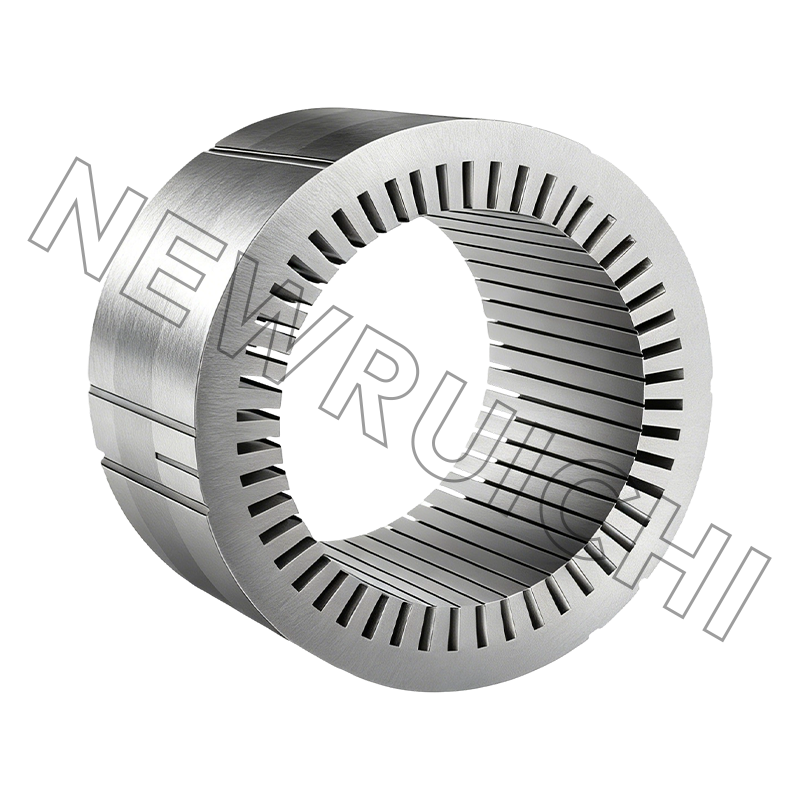
Præcisionsstempling: Hvordan fremstillingsprocessen driver dimensionskonsistens
Overgangen fra råt el-stål til færdigt servomotor stator og rotor lamineringer kræver præcisionsstemplingsteknologi, der er i stand til at holde snævre geometriske tolerancer på tværs af store produktionsserier. Dimensionel inkonsistens i lamineringer - variationer i spaltegeometri, tandbredde eller ydre diameter - oversættes direkte til magnetisk asymmetri i den samlede kerne, hvilket producerer harmonisk forvrængning i luftgabets flux og målbare stigninger i drejningsmoment.
Progressiv stansning er den dominerende produktionsmetode for servomotorlamineringer, der tilbyder den gennemløb og repeterbarhed, der kræves for ensartet kvalitet i skala. Nøgledimensionelle parametre, der kontrolleres under stempling, omfatter:
- Slots geometri tolerance — spaltebredde og -dybde påvirker direkte viklingsfyldningsfaktor og fluxvejreluktighed; typiske tolerancemål for lamineringer af servokvalitet er ±0,02 mm eller strammere
- Kontrol af grathøjde — for store grater fra stanseforskydningszonen øger den effektive lamineringstykkelse, kompromitterer isoleringens integritet og skaber spændingskoncentrationer, der øger hysteresetab; grathøjden styres typisk til ≤0,05 mm
- Fladhed og camber — uflade lamineringer skaber uensartethed i stabling, der introducerer rotorexcentricitet og vibrationer ved driftshastighed; fladhedsafvigelse er typisk angivet inden for 0,1 mm pr. 100 mm lamineringsdiameter
- Indre og ydre diameter koncentricitet — kritisk for at opretholde ensartet luftspalte rundt om rotoromkredsen, som direkte styrer det rumlige harmoniske indhold af luftgabets fluxtæthedsbølgeform
Glatte kanter opnået gennem kontrolleret matricefrigang og regelmæssig matricevedligeholdelse bidrager også til mekanisk balance under højhastighedsrotation, hvilket reducerer de vibrationsexcitationskræfter, der ellers ville udmønte sig i hørbar støj og accelereret lejeslid.
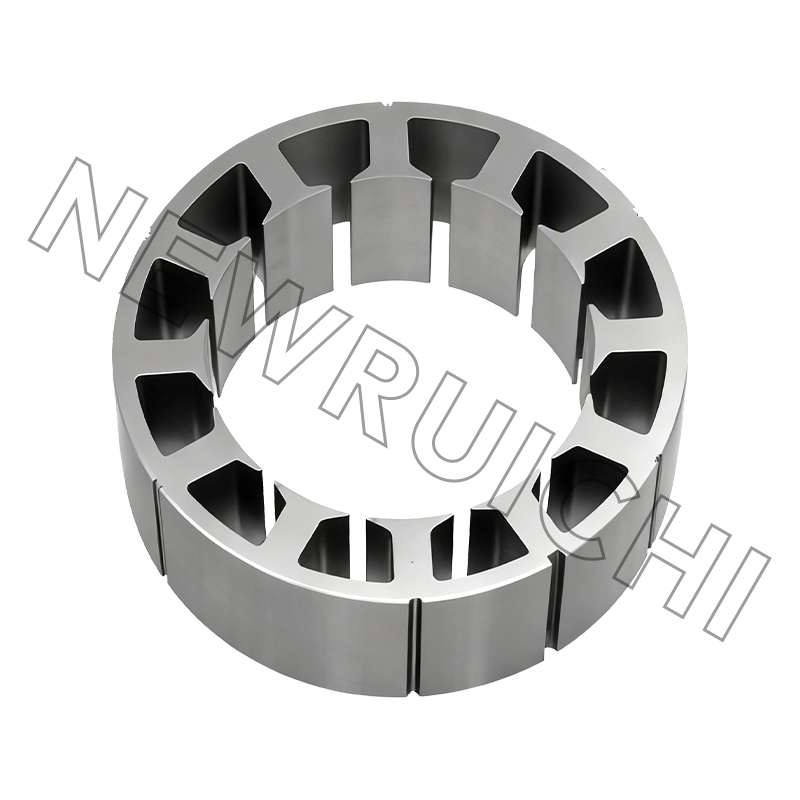
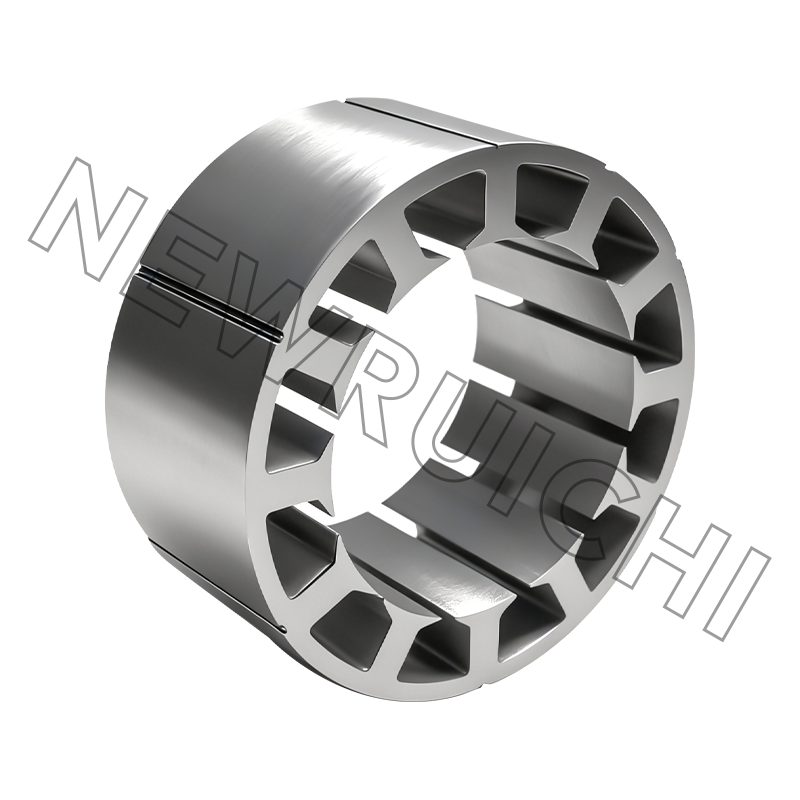
Statorrotorkernedesign: Pole-Slot Matching og Magnetic Circuit Optimization
Den statorrotorkerne konfiguration - kombinationen af statorslidsantal, rotorpolantal og deres geometriske forhold - er den primære designvariabel, der styrer drejningsmomentrippelstørrelsen, tandhjulsmomentet og viklingsinduktansen i servomotorer. At få denne kombination rigtig er ikke blot et spørgsmål om at vælge et højt antal poler eller et stort antal pladser; det kræver systematisk evaluering af de harmoniske vekselvirkninger mellem stator-MMF-fordelingen og rotorfluxmønsteret.
Almindelige pol-slids-kombinationer, der bruges i servomotordesign, og deres ydeevnekarakteristika er opsummeret nedenfor:
| Stang / Slot kombination | Tanddrejningsmoment | Vindingsfaktor | Typisk anvendelse |
|---|---|---|---|
| 8P / 12S | Lav | 0.866 | Generel servo, robotteknologi |
| 10P / 12S | Meget lav | 0.933 | Højpræcisionspositionering, direkte kørsel |
| 6P / 9S | Medium | 0.866 | Kompakt servo, medicinsk udstyr |
| 14P / 12S | Meget lav | 0.933 | Lav-speed high-torque, collaborative robots |
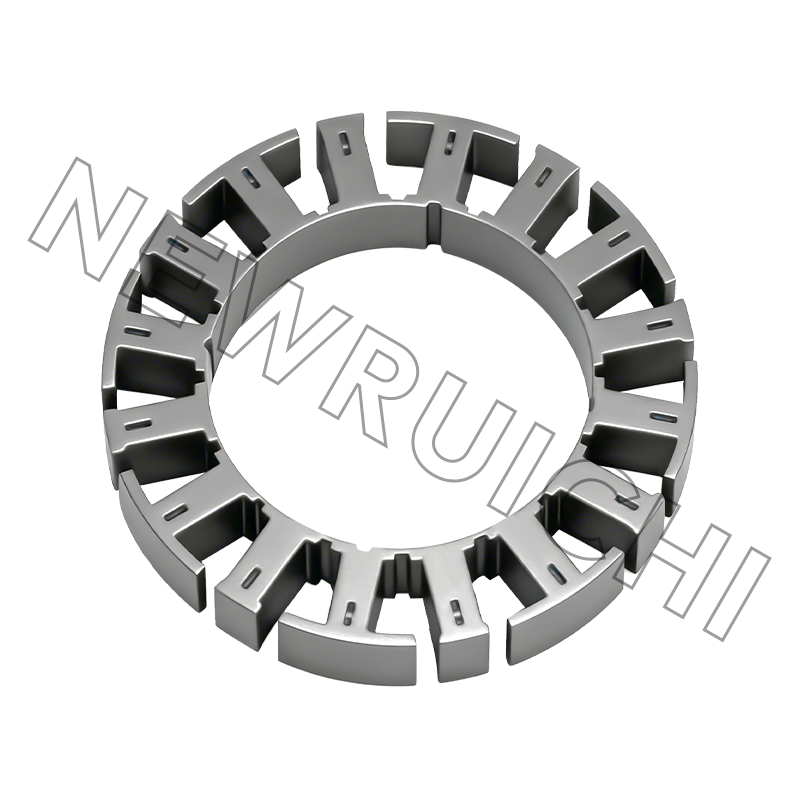
Ud over valget af pol-slids, er hjælpedesignfunktioner i statorrotorens kernegeometri – inklusive statorslidskævhed, rotormagnetskævhed og tandspidsaffasning – anvendt for yderligere at dæmpe tanddrejningsmomentharmoniske. Disse geometriske raffinementer implementeres på lamineringsstemplingsstadiet, hvilket gør deres nøjagtige udførelse afhængig af den samme dimensionelle præcision, som blev diskuteret i det foregående afsnit.
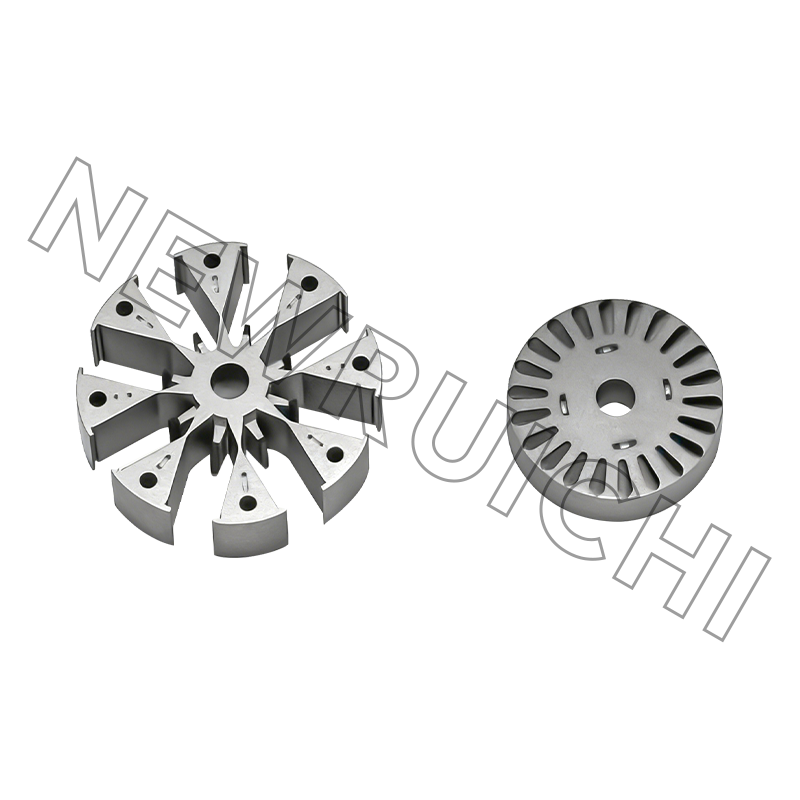
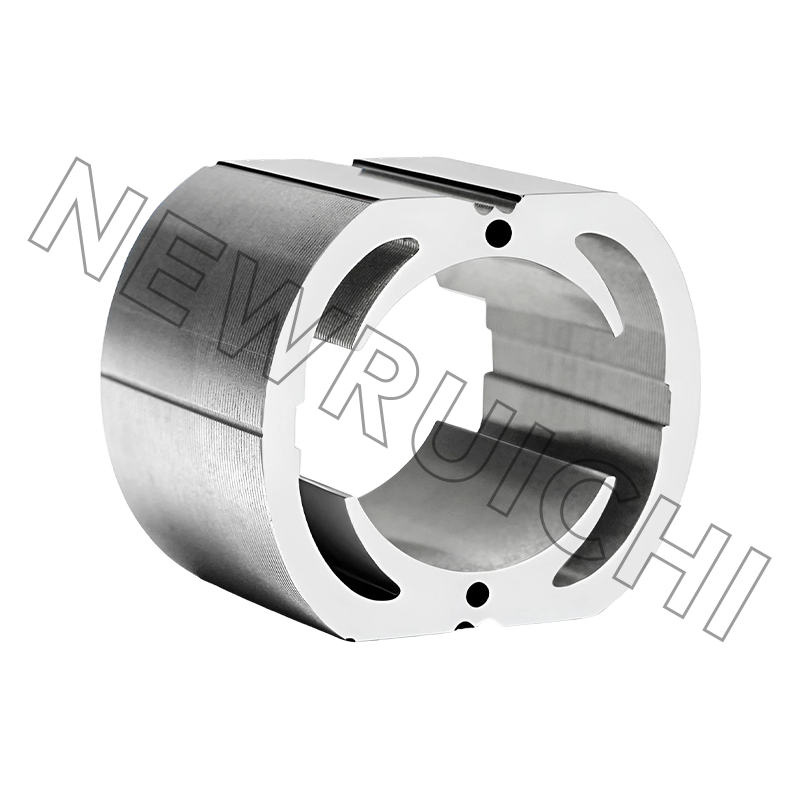
Stabling, limning og kernesamling: Fra lamineringer til funktionelle kerner
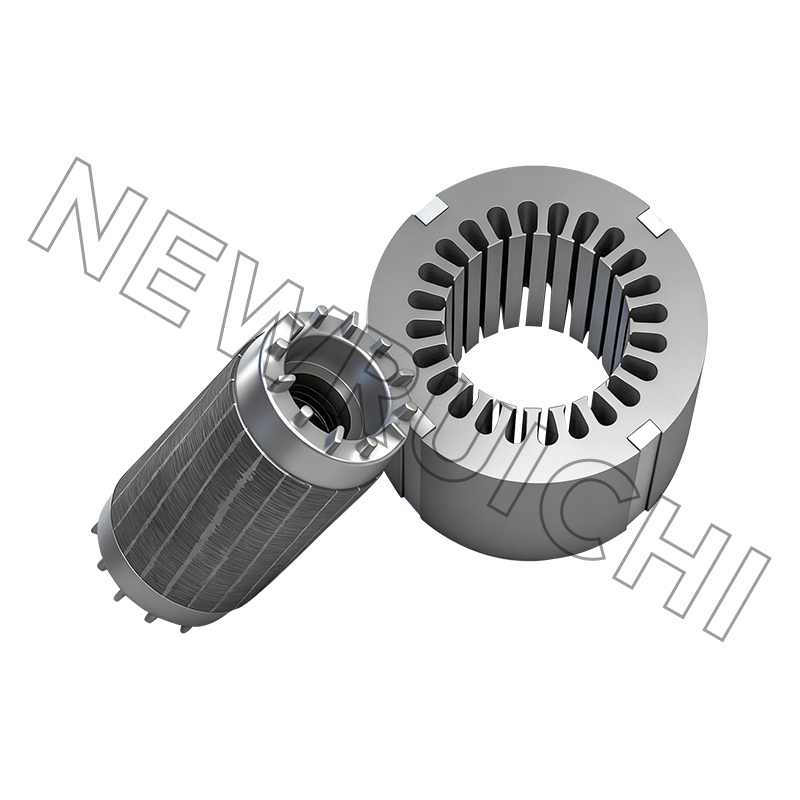
Individuelle servomotorstator- og rotorlamineringer opnår kun deres fulde funktionelle værdi, når de er samlet til en sammenhængende stablet kerne med ensartet inter-laminar kontakt og præcis aksial justering. Den valgte samlingsmetode påvirker mekanisk integritet, magnetisk ydeevne og egnethed til nedstrøms fremstillingsprocesser, herunder viklingsindsættelse og rotorafbalancering.
Den primary stacking and bonding methods used for servo-grade cores are:
- Sammenlåsende (selv-klinkende) — udstemplede fordybninger eller faner låser tilstødende laminater sammen under stabling, hvilket giver mekanisk sammenhæng uden klæbemiddel eller fastgørelsesmidler; den mest almindelige metode til højvolumenproduktion på grund af hastighed og omkostningseffektivitet
- Lasersvejsning — aksiale svejsevulster påført langs den ydre diameter af den stablede kerne; producerer en stiv samling med god dimensionsstabilitet, selvom svejsefremkaldt spænding kan marginalt øge lokalt kernetab i de berørte zoner
- Klæbende limning (limede lamineringsstabler) — anaerobe eller epoxyklæbemidler påført mellem lamineringsoverflader; eliminerer mekanisk belastning fra svejsning eller sammenlåsning, og bevarer de fulde magnetiske egenskaber af hver laminering; foretrukket til servokerner med ultralav støj og høj præcision
- Gennemgående bolt samling — lamineringer justeret på en præcisionsdorn og fastspændt med gennemgående bolte; bruges primært til større rammestørrelser, hvor sammenlåsning eller svejsning er upraktisk
For rotorkerner i servomotorer med permanent magnet er præcis aksial stablingsjustering særlig kritisk. Forskydning mellem rotorlamineringsstakken og magnetmonteringsgeometrien introducerer asymmetriske fluxbaner, der hæver både tandhjulsmoment og akustisk støj under drift.
Tilpasningsmuligheder for servomotorlamineringsgeometri
Standard lamineringsgeometrier dækker de mest almindelige servomotorrammestørrelser og polspalte-konfigurationer, men mange præcisionsbevægelsesapplikationer kræver tilpassede lamineringsdesigns for at opfylde specifikke krav til ydeevne, emballage eller integration. Tilpasning af lamineringsgeometri er tilgængelig på tværs af følgende dimensioner:
- Udvendig og indvendig diameter — skræddersyet til specifikke motorrammedimensioner eller direkte drev-integrationsbegrænsninger
- Spalteform og åbningsbredde - optimeret til specifikke viklingstrådsmålere, fyldningsfaktorer og spaltelækageinduktansmål
- Tandspidsgeometri — affasningsvinkel og spidsbredde justeret for at balancere reduktion af tanddrejningsmoment mod fluxtæthed i tandspidsområdet
- Rotormagnet lommegeometri — for indvendige permanentmagnet (IPM) rotordesigns bestemmer lommeformen fluxbarrierens effektivitet og saliency ratio, som begge påvirker reluktansens drejningsmomentbidrag og dynamisk kontrolbåndbredde
- Staklængde — justeret til at opfylde drejningsmomenttæthedsmål inden for aksiale emballagebegrænsninger
Prototypeværktøjer til brugerdefinerede lamineringsgeometrier kan fremstilles til relativt lave omkostninger ved at bruge wire EDM eller laserskæring til indledende validering, med progressivt matriceværktøj idriftsat, når geometrien er bekræftet. Denne to-trins tilgang gør det muligt for motordesignere at gentage lamineringsgeometri uden at forpligte sig til at investere i store mængder værktøj for tidligt.
Ydelsesresultater: Hvad højkvalitetskerner leverer i applikationen
Den cumulative effect of material selection, dimensional precision, optimized pole–slot design, and careful assembly is measurable at the system level. Servo motors built on high-quality motor stator cores and precision-stamped laminations consistently demonstrate the following performance characteristics compared to motors using lower-specification cores:
- Reduceret drejningsmoment — muliggør glattere bevægelsesprofiler i robotforbindelser og lineære positioneringsstadier med direkte fordele for overfladefinishkvalitet i bearbejdningsapplikationer og vejnøjagtighed i pick-and-place automatisering
- Lavere driftstemperatur — reduceret kernetab betyder mindre varmeudvikling ved nominel belastning, forlænger viklingsisoleringens levetid og muliggør højere kontinuerlige driftscyklusser uden nedsættelse
- Hurtigere dynamisk respons — lavere magnetisk tab og højere permeabilitet forbedrer motorens momentkonstante stabilitet over hele driftshastighedsområdet, hvilket understøtter strammere strømsløjfebåndbredder i servodrevet
- Reduceret vibration og akustisk støj — kontrolleret lamineringsflade, glatte spaltekanter og præcis rotorbalance undertrykker de mekaniske excitationskræfter, der genererer hørbar støj, et krav, der i stigende grad specificeres i medicinske, halvledere og kollaborative robotapplikationer
- Konsekvent batch-til-batch-ydelse — snævre dimensionelle tolerancer på tværs af produktionskørsler sikrer, at motorens ydeevneparametre forbliver inden for specifikationerne i hele levetiden af et produktionsprogram, hvilket reducerer behovet for individuel motorkalibrering i systemintegrationsstadiet
I højcyklusproduktionsmiljøer, hvor servomotorer kan udføre titusinder af positioneringsbevægelser om året, forstærkes disse ydelsesfordele i løbet af systemets driftslevetid — reducerer energiforbruget, forlænger vedligeholdelsesintervallerne og forbedrer de samlede ejeromkostninger i forhold til motorer bygget på statorrotorkernekomponenter med lavere specifikationer.
Din e-mailadresse vil ikke blive offentliggjort. Påkrævede felter er markeret med *





![]() Email: [email protected]
Email: [email protected]
[email protected]
[email protected]
![]() Telefon/telefon:
+86-18861576796 +86-18261588866
Telefon/telefon:
+86-18861576796 +86-18261588866
+86-15061854509 +86-15305731515
Copyright © Wuxi New Ruichi Technology Co., Ltd. / Wuxi Cailiang Machinery Co., Ltd. All rights reserved.
Stator- og rotorkernefabrikanter
