Vindmøllegeneratorhus & rammeguide
Vindmøllegeneratorens strukturelle rolle
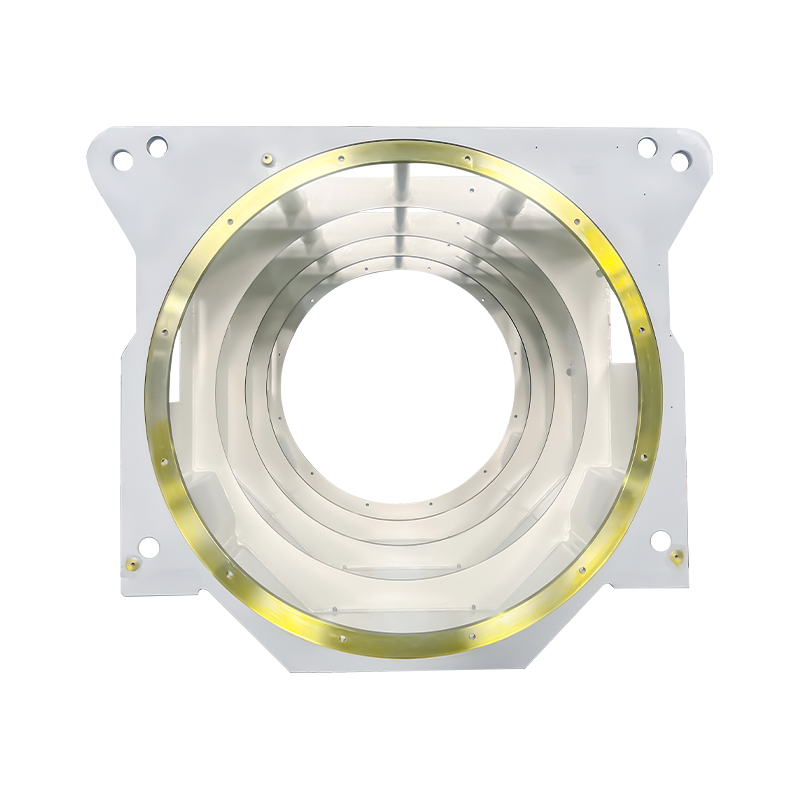
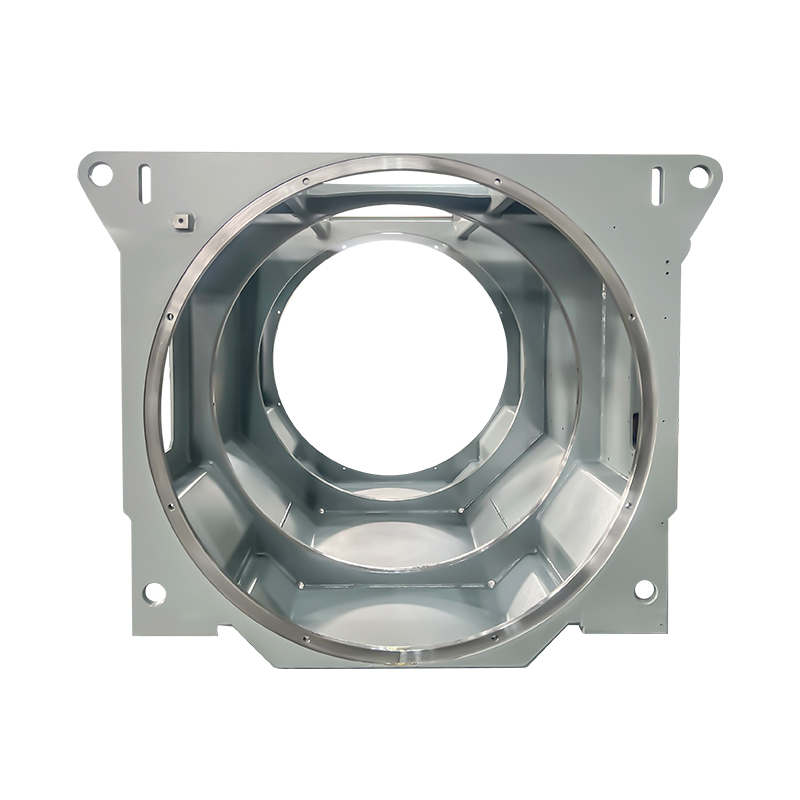
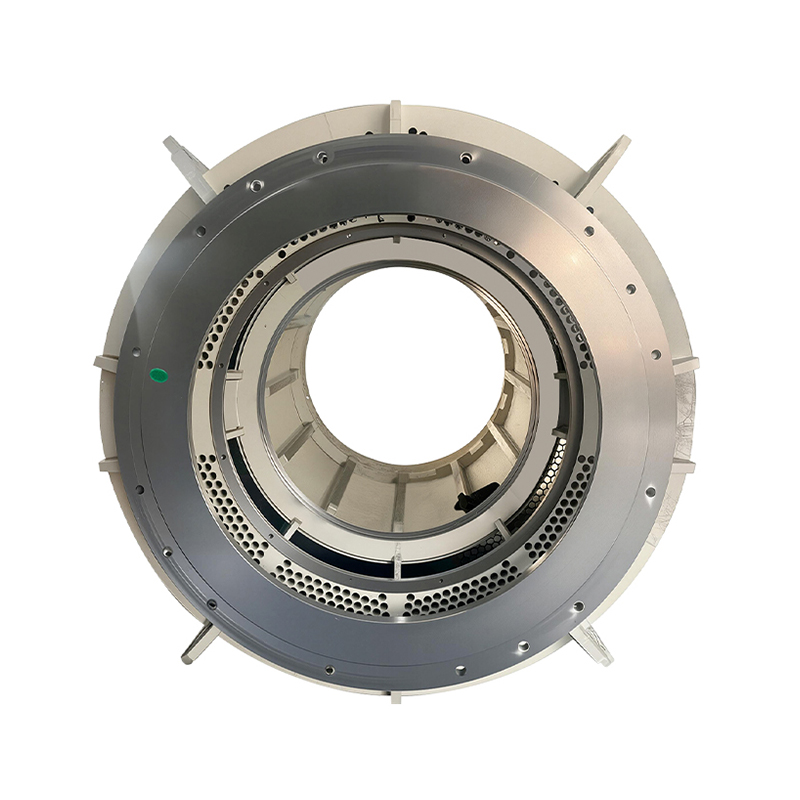
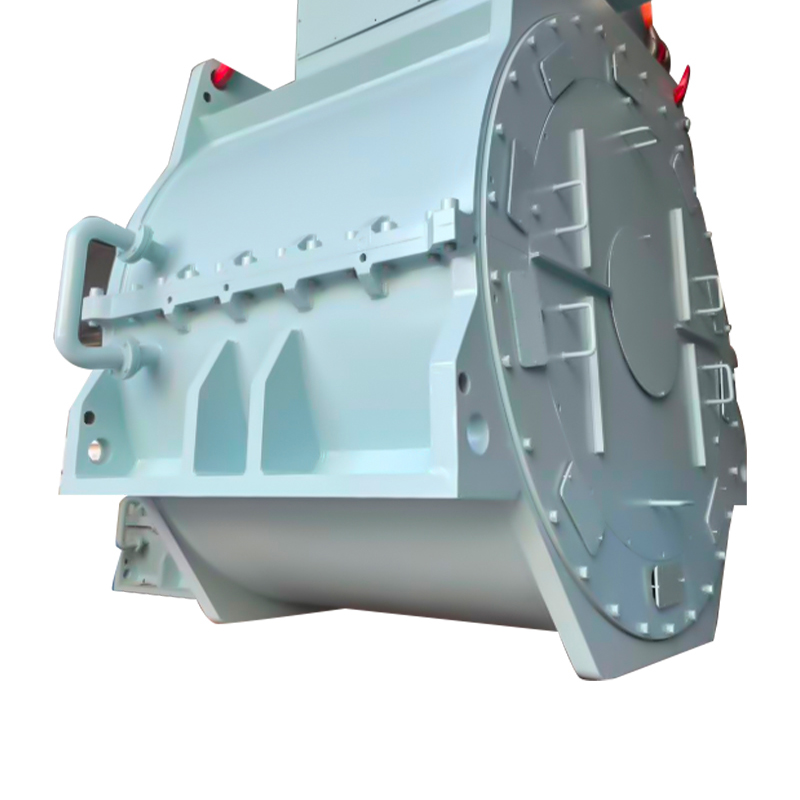
Den vindmølle generatorhus — også omtalt som vindmøllegeneratorens ramme eller generatorbasen — er en kritisk kernekomponent i vindkraftproduktionsenheder, placeret i toppen af tårnet inde i nacellen. Dens funktion strækker sig langt ud over simpel indkapsling. Generatorhuset danner den primære bærende grænseflade mellem generatoren og den bredere nacellestruktur, der forbinder til hovedrammen foran, mens den understøtter generatorens fulde vægt bagtil. I denne position skal den samtidigt håndtere statiske tyngdekraftsbelastninger, dynamisk driftsmoment, vindinducerede bøjningsmomenter og vibrationer, der overføres gennem drivlinjen - alt sammen samtidig med at de præcise dimensionsforhold, der kræves for effektiv energiproduktion, opretholdes.
Den importance of the wind turbine generator frame is best understood by considering the consequences of its failure or dimensional inaccuracy. Misalignment between the generator and gearbox — or between the generator and main shaft in direct-drive configurations — introduces asymmetric bearing loads, accelerated gear and bearing wear, elevated vibration signatures, and ultimately premature drivetrain failure. Given that wind turbines are expected to operate for 20 to 25 years with minimal major maintenance, and that nacelle access at hub heights of 80 to 140 meters is logistically complex and costly, the structural integrity and dimensional precision of the generator housing are non-negotiable requirements with direct financial consequences across the turbine's operational lifetime.
Belastningsforhold, der virker på generatorrammen
Den vindmølle generator ramme opererer i et af de mest mekanisk krævende miljøer inden for industrielt udstyr. I modsætning til stationære industrimaskiner, hvor belastninger stort set er statiske og forudsigelige, skal et vindmølle-generatorhus modstå et kontinuerligt spektrum af dynamiske belastninger, hvis størrelse og retning ændres konstant med vindforholdene, møllens driftstilstand og krøjeposition. At forstå disse belastningskategorier er afgørende for at forstå, hvorfor generatorrammedesign er en sofistikeret konstruktionsteknisk udfordring snarere end en ligetil fremstillingsopgave.
- Gravitationsbelastninger — Generatorens egenvægt - typisk 15 til 80 tons afhængigt af turbinekapaciteten - virker som en konstant nedadgående kraft på generatorrammens monteringsgrænseflade. I større multi-megawatt-turbiner kræver denne statiske belastning alene rammetværsnit og materialespecifikationer, som ville blive betragtet som overkonstrueret i de fleste industrielle sammenhænge.
- Driftsmoment — Reaktionsmomentet fra generatorens elektromagnetiske bremsning — kraften, der modstår rotorrotation, når elektrisk strøm udvindes — overføres direkte ind i vindmøllens generatorhus. Dette drejningsmoment kan nå op på flere hundrede kilonewton-meter i multi-megawatt-maskiner og vender retningen under netfejlhændelser, hvilket påfører cyklisk vridningsspænding på rammestrukturen i hele turbinens driftslevetid.
- Vind-inducerede bøjningsmomenter — Trykkræfter fra rotoren skaber bøjningsmomenter, der forplanter sig gennem hovedakslen og gearkassen ind i generatorrammen. Under ekstreme vindforhold - stormoverlevelsesbelastninger, nødstophændelser - når disse øjeblikke deres spidsværdier og skal absorberes af rammen uden permanent deformation, der ville kompromittere justeringen.
- Vibrations- og træthedsbelastning — Rotorubalance, excitation af bladpasseringsfrekvens, harmoniske gearmasker og generatorens elektromagnetiske drejningsmoment-rippel genererer alle vibrationsbelastninger ved forskellige frekvenser. Vindmøllegeneratorens ramme skal designes med tilstrækkelig stivhed til at undgå resonans ved disse excitationsfrekvenser og tilstrækkelig træthedsmodstand til at overleve de milliarder af belastningscyklusser, der er akkumuleret over en 20-årig levetid.
- Denrmal loads — Temperaturforskelle mellem generatorhusets indre — opvarmet af generatortab — og det eksterne nacellemiljø skaber differentiel termisk ekspansion, der skal tilpasses uden at indføre fejljustering eller begrænse generatorens termiske vækst på måder, der beskadiger monteringsgrænseflader.
Designforskelle: Geared vs. Direct-Drive turbinekonfigurationer
Den mechanical architecture of the wind turbine fundamentally shapes the design requirements for the wind turbine generator housing. Two dominant drivetrain configurations — geared and direct-drive — impose substantially different load profiles and alignment requirements on the generator frame, resulting in distinct structural designs optimized for each architecture.
Gearet turbinegeneratorrammer
I konventionelle gearede vindmøller forbindes lavhastigheds-hovedakslen til en gearkasse, der øger rotationshastigheden, før den driver en relativt kompakt højhastighedsgenerator. Vindmøllegeneratorrammen i denne konfiguration skal sikre præcis justering mellem gearkassens udgangsaksel og generatorens indgangsaksel - typisk opnået gennem en fleksibel kobling, men kræver stadig, at de to akselcenterlinjer forbliver inden for stramme vinkel- og parallelforskydningsgrænser under alle driftsbelastningsforhold. Rammens strukturelle design skal bibeholde denne justering på trods af afbøjningerne forårsaget af generatorvægt, drejningsmomentreaktion og dynamiske belastninger, hvilket kræver omhyggelig finite element-analyse under designfasen for at verificere afbøjningsoverensstemmelsen over hele belastningshylsteret.
Direkte drevne turbinegeneratorrammer
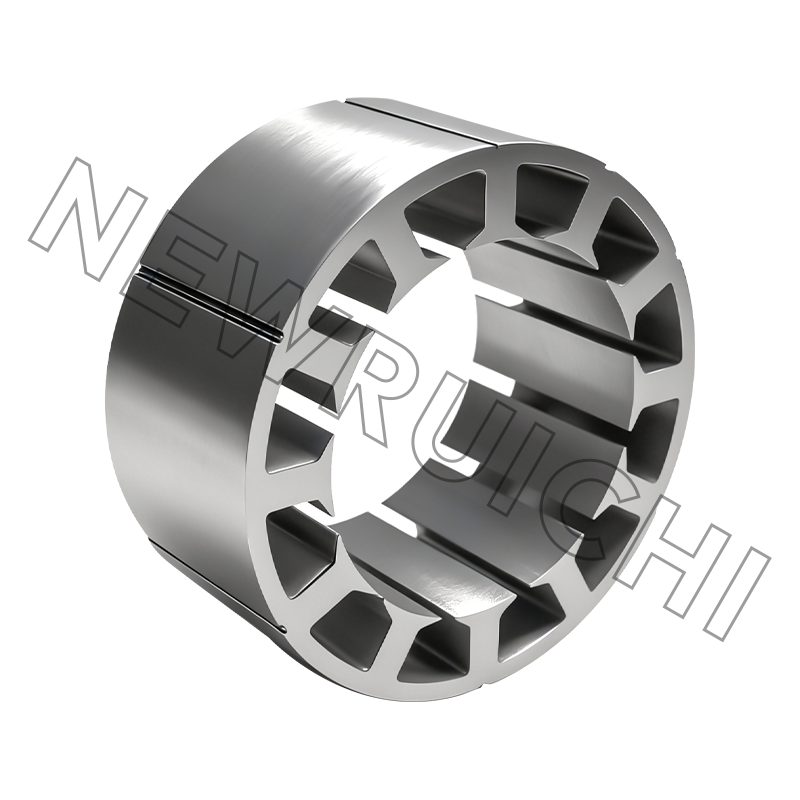
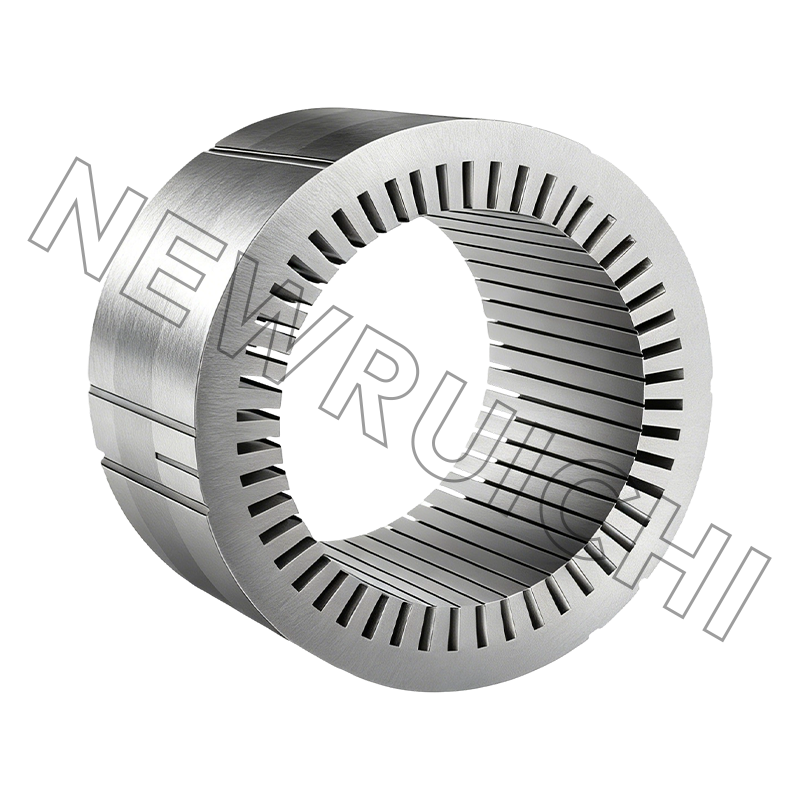
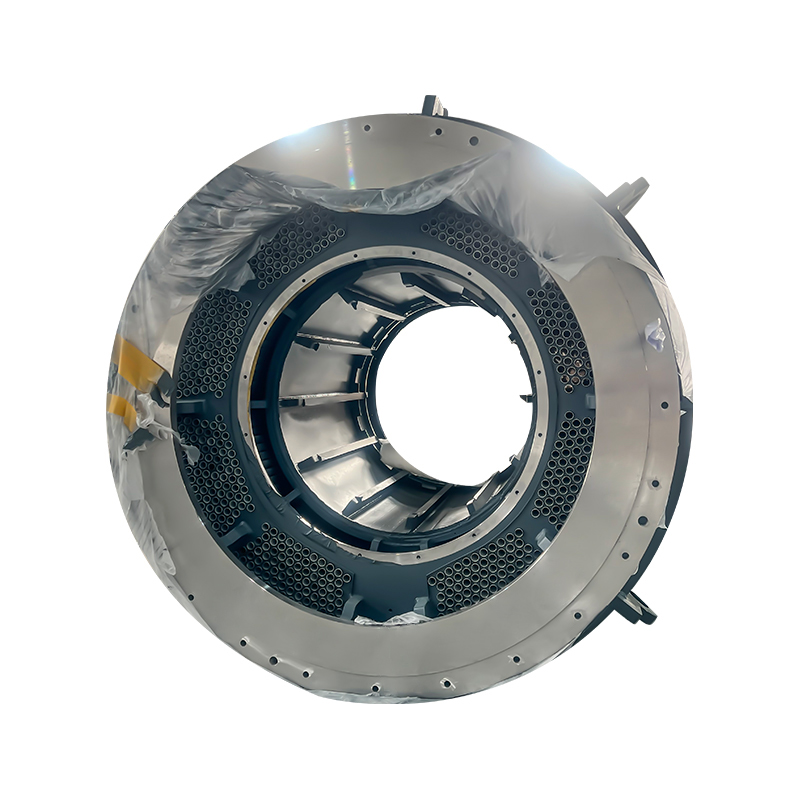
Direkte drevne vindmøller eliminerer gearkassen fuldstændigt, hvor rotornavet forbindes direkte til en lav-hastighedsgenerator med stor diameter. Vindmøllegeneratorrammen i direkte-drevne konfigurationer påtager sig en endnu mere kritisk strukturel rolle - den skal understøtte en generator, der er væsentligt større og tungere end dens gearede ækvivalent (ofte 50 til 100 tons i offshore multimegawatt-maskiner), samtidig med at den præcise luftgab-ensartethed mellem rotor og stator-effektivitet, som er afgørende for rotor- og statorkontakt, bevares. Den strukturelle ramme i direkte drevne turbiner integreres ofte med hovedlejehuset og danner en kontinuerlig belastningsvej fra rotornavet til tårntoppen, hvilket gør den til en af de mest komplekse strukturelle støbninger eller fremstillinger i hele turbinen.
Materialer og fremstillingsmetoder til generatorhuse
Den material and manufacturing process selected for a wind turbine generator housing must satisfy simultaneous requirements for structural strength, stiffness, fatigue resistance, dimensional accuracy, weldability or castability, and machinability at the precision interfaces where the generator and drivetrain components mount. Two primary manufacturing routes dominate current production: structural steel fabrication and ductile iron casting.
Strukturelle stålrammer
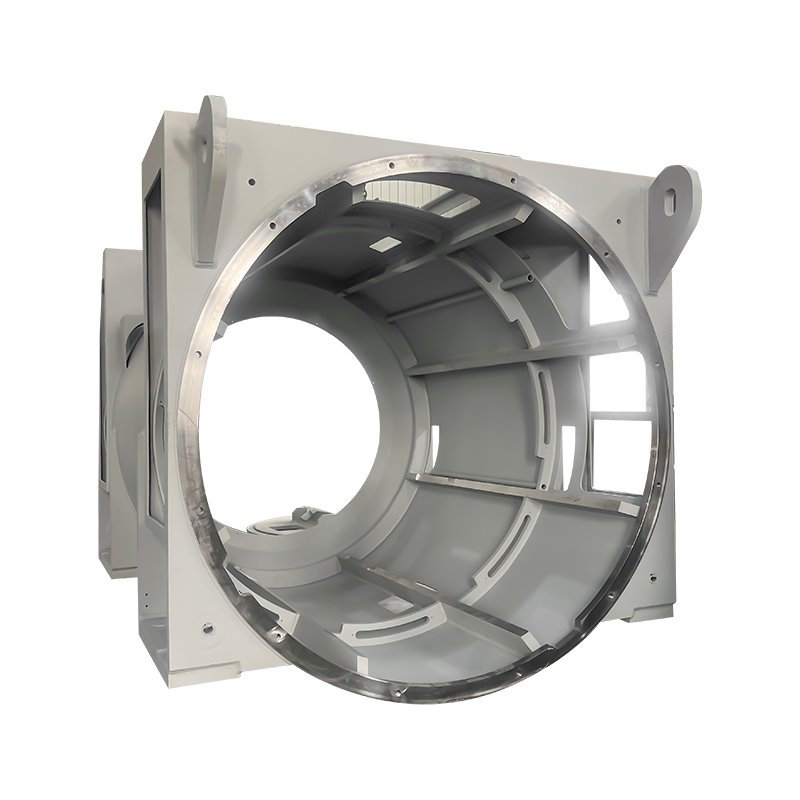
Stålfremstillede vindmøllerammer er konstrueret af plade- og konstruktionsstålsektioner, skåret til profil og svejset til den nødvendige tredimensionelle geometri. Denne tilgang tilbyder designfleksibilitet - rammegeometrien kan optimeres i detaljer uden begrænsningerne af støbning - og er velegnet til lave og mellemstore produktionsvolumener, hvor værktøjsinvestering til støbning ikke ville være berettiget. Højstyrke konstruktionsstålkvaliteter - S355 og S420 er almindelige specifikationer - giver den flydespænding og sejhed, der kræves til udmattelsesbelastningsmiljøet. Svejsekvalitet er den kritiske produktionsvariabel i fabrikerede rammer; alle strukturelle svejsninger skal opfylde EN ISO 5817 kvalitetsniveau B som minimum, med fuld penetreringssvejsning inspektion ved ultralyd eller radiografisk test på steder med høj belastning.
Støbestel af duktilt jern
For større produktionsvolumener giver duktilt jernstøbning betydelige fordele ved fremstilling af de komplekse tredimensionelle geometrier af vindmøllegeneratorrammen med integrerede ribber, napper og monteringspuder, som ville være ekstremt vanskelige at opnå i fabrikeret konstruktion. Kvaliteten EN-GJS-400-18-LT duktilt jern - valgt for dets kombination af styrke, duktilitet og slagfasthed ved lav temperatur til installationer i koldt klima - er standardmaterialespecifikationen. Støbte rammer opnår deres endelige dimensionelle nøjagtighed gennem præcisionsbearbejdning af alle kritiske monteringsgrænseflader, med tolerancer på generatorens monteringspuds planhed, der typisk holdes inden for 0,05 mm på tværs af hele monteringsfodaftrykket.
| Ejendom | Stålfremstillet ramme | Støbt stel af sejt jern |
| Geometrisk kompleksitet | Moderat — begrænset af fabrikation | Høj — komplekse interne funktioner mulige |
| Værktøjsinvestering | Lav | Høj (mønster- og kerneværktøj) |
| Enhedspris i volumen | Højere | Laver |
| Fleksibilitet i leveringstid | Høj — ingen mønstergennemløbstid | Laver — foundry scheduling dependent |
| Design ændring | Hurtig og lav pris | Langsomt og dyrt (mønsterbearbejdning) |
Krav til præcisionstilpasning og bearbejdningsstandarder
Den wind turbine generator frame ensures precise alignment and positioning between the generator and the gearbox or main shaft — a requirement that translates into extremely demanding machining specifications for the frame's mounting interfaces. Achieving and maintaining this alignment over the turbine's 20-year service life requires that the machined surfaces retain their dimensional accuracy despite the structural deflections, thermal cycles, and fatigue loads accumulated during operation.
Kritiske bearbejdede funktioner på vindmøllegeneratorhuset omfatter generatorens monteringspudeflader - som skal være koplanære inden for snævre planhedstolerancer for at sikre ensartet belastningsfordeling på tværs af alle monteringsbolte - og justeringsboringen eller registerfunktionerne, der placerer generatoren koncentrisk i forhold til drivlinjens midterlinje. Positionelle tolerancer på justeringsfunktioner er typisk specificeret i intervallet ±0,1 mm til ±0,2 mm, opnået gennem præcise CNC horisontale boringer og fræseoperationer ved brug af storformatbearbejdningscentre, der er i stand til at rumme hele rammen i en enkelt opsætning. Single-setup bearbejdning af alle kritiske grænseflader eliminerer de kumulative positionsfejl, der ville være et resultat af omplacering af emnet mellem operationer, og anses for at være den eneste pålidelige metode til at opnå den krævede inter-feature nøjagtighed på store generatorrammer.
Overfladebeskyttelse og korrosionsforebyggelse i barske miljøer
Vindmøller opererer i nogle af de hårdeste korrosive miljøer, som industrielt udstyr støder på - offshore-installationer står over for konstant saltsprøjt og høj luftfugtighed, mens onshore-installationer i kyst-, ørken- og kolde klimaområder præsenterer deres egne korrosionsudfordringer. Vindmøllegeneratorhuset skal beskyttes mod korrosion i hele dets levetid uden at kræve belægningsvedligeholdelse, der vil nødvendiggøre større adskillelse af nacellekomponenter.
Overfladebeskyttelsessystemer til generatorrammer i standard onshore-applikationer består typisk af en zink-rig primer påført med luftfri spray til en minimum tør filmtykkelse på 60 mikron, efterfulgt af epoxy mellemlag og en polyurethan topcoat, der opnår en total systemtykkelse på 200 til 320 mikron i overensstemmelse med kategori C4 C4 ISO C 149 korrosivitet. Offshore-installationer kræver forbedrede beskyttelsessystemer, der opfylder C5-M-kravene - ofte inkorporerer termisk sprøjtet zink eller aluminium som en ekstra barriere under malingssystemet - for at opnå den 25-årige vedligeholdelsesfrie korrosionsbeskyttelse, som utilgængelige offshore-nacellekomponenter kræver. Maskinbearbejdede overflader og præcisionsgrænseflader er beskyttet med aftagelige konserveringsforbindelser under opbevaring og transport, fjernet under installation for at genoprette dimensionsnøjagtigheden af monteringsoverfladerne.
Kvalitetssikring og certificering for Generator Frame Production
Vindmøllegeneratorrammer er sikkerhedskritiske komponenter, der er underlagt certificeringskrav fra uafhængige typecertificeringsorganer - herunder DNV, Bureau Veritas, TÜV SÜD og Lloyd's Register - hvis godkendelse er påkrævet, før mølledesign kan anvendes kommercielt. Kvalitetssikringskravene til generatorrammeproduktion er tilsvarende strenge, og dækker materialesporbarhed, ikke-destruktiv undersøgelse, dimensionsinspektion og dokumenterede proceskontroller på hvert trin af fremstillingen.
- Materiale certificering — Alle konstruktionsstålplader og sektioner skal være forsynet med EN 10204 3.2 materialeprøvningscertifikater, verificeret af en uafhængig inspektionsmyndighed, der bekræfter kemisk sammensætning, mekaniske egenskaber og slagtestresultater ved den specificerede prøvningstemperatur.
- Svejseprocedure og svejserkvalifikation — Al strukturel svejsning skal udføres i henhold til kvalificerede svejseprocedurespecifikationer (WPS), udviklet og testet i overensstemmelse med EN ISO 15614, hvor alle svejsere har aktuelle kvalifikationscertifikater for den relevante svejseproces, materialegruppe og samlingskonfiguration.
- Ikke-destruktiv undersøgelse (NDE) — Fuldgennemtrængningssvejsninger på steder med høj belastning udsættes for ultralydstest (UT) eller radiografisk test (RT) for at påvise interne defekter. Magnetisk partikeltestning (MT) anvendes på alle svejsetæer og overfladeområder med høj belastning for at detektere overfladebrydende og overfladenære revner, der kan initiere træthedsfejl.
- Dimensionel inspektionsrapport — En fulddimensionel inspektionsrapport, genereret ved hjælp af CMM-måling af alle kritiske funktioner, produceres for hver generatorramme og opbevares som en kvalitetsregistrering, der understøtter turbinens certificeringsdokumentation og giver en baseline for enhver fremtidig tilstandsvurdering.
-

Din e-mailadresse vil ikke blive offentliggjort. Påkrævede felter er markeret med *





![]() Email: [email protected]
Email: [email protected]
[email protected]
[email protected]
![]() Telefon/telefon:
+86-18861576796 +86-18261588866
Telefon/telefon:
+86-18861576796 +86-18261588866
+86-15061854509 +86-15305731515
Copyright © Wuxi New Ruichi Technology Co., Ltd. / Wuxi Cailiang Machinery Co., Ltd. All rights reserved.
Stator- og rotorkernefabrikanter
